

It seems we can’t find what you’re looking for. Perhaps searching can help.
Hướng dẫn đánh giá & lựa chọn phần mềm OEE cho nhà máy: Tối ưu hiệu suất thiết bị tổng thể (OEE) theo thời gian thực
Một phần mềm OEE nhà máy tốt giúp bạn đo đúng “hiệu suất thiết bị tổng thể” (OEE) và biến con số đó thành hành động: giảm dừng máy, tăng tốc độ chạy ổn định, và cải thiện tỷ lệ đạt chất lượng ngay từ lần đầu. Nói cách khác, bạn không chỉ “xem OEE”, mà dùng OEE để tìm tổn thất – khoanh vùng nguyên nhân – chốt ưu tiên cải tiến.
Bên cạnh việc hiểu OEE là gì, người dùng thường cần một khung đánh giá rõ ràng để chọn đúng giải pháp: phần mềm phải thu thập dữ liệu tin cậy, tính toán minh bạch theo Availability–Performance–Quality, và hiển thị được bức tranh vận hành theo ca/ngày/dây chuyền để đội sản xuất ra quyết định nhanh. (leanproduction.com)
Ngoài ra, câu hỏi quan trọng không kém là tính năng nào bắt buộc phải có để OEE phản ánh đúng thực tế nhà máy: quản lý dừng máy, phân loại lý do, tích hợp PLC/IoT, cảnh báo, báo cáo theo tổn thất, và khả năng drill-down đến máy/line/sản phẩm/ca vận hành. (tulip.co)
Sau đây, để bắt đầu, bài viết sẽ đi theo đúng logic: làm rõ khái niệm → có nên triển khai → cần tính năng gì → tiêu chí chọn → quy trình triển khai → và cuối cùng là phần mở rộng giúp bạn phân biệt OEE với các hệ thống liên quan.
Phần mềm OEE nhà máy là gì?
Phần mềm OEE nhà máy là công cụ số giúp đo và trực quan hóa OEE (Availability × Performance × Quality), thu thập dữ liệu vận hành để chỉ ra “thời gian sản xuất thực sự hiệu quả” và các dạng tổn thất chính. (leanproduction.com)
Vì phần mềm OEE nhà máy xoay quanh đúng câu hỏi “mất hiệu suất ở đâu”, nên nó cần một nền tảng tính toán minh bạch: OEE được tính bằng tích Availability, Performance, Quality; đồng thời từng thành phần có công thức riêng (Run Time/Planned Time; Ideal Cycle Time × Total Count/Run Time; Good Count/Total Count). (oee.com)

OEE (Overall Equipment Effectiveness) khác gì với KPI sản xuất thông thường?
OEE khác KPI sản xuất thông thường ở chỗ nó “gom” 3 lớp tổn thất vào một thước đo chuẩn: mất thời gian chạy (Availability), mất tốc độ (Performance), và mất chất lượng (Quality)—thay vì chỉ nhìn sản lượng hoặc tỷ lệ lỗi rời rạc. (oee.com)
Cụ thể, KPI sản lượng có thể tăng do chạy nhanh hơn nhưng lại phát sinh lỗi; hoặc tỷ lệ lỗi giảm nhưng thời gian dừng máy tăng. OEE buộc bạn nhìn đủ 3 vế nên hạn chế “tối ưu lệch”. Đồng thời, khi tách OEE ra 3 thành phần, bạn có “đường dẫn nguyên nhân” để ưu tiên cải tiến theo đúng nút thắt.
OEE gồm những thành phần nào và tính như thế nào?
OEE gồm 3 thành phần chính: Availability, Performance, Quality; và OEE = Availability × Performance × Quality. (oee.com)
Cụ thể hơn:
- Availability phản ánh phần thời gian kế hoạch mà máy thực sự chạy (Run Time/Planned Production Time). (oee.com)
- Performance phản ánh mức độ chạy “đúng tốc độ lý tưởng” (Ideal Cycle Time × Total Count)/Run Time. (oee.com)
- Quality phản ánh tỷ lệ sản phẩm đạt ngay (Good Count/Total Count). (oee.com)
Theo nghiên cứu của Lund University từ Department of Production and Material Engineering, năm 2014, tổn thất Availability có thể chiếm tỷ trọng lớn (ví dụ setup/changeover 28,4% và breakdown/unplanned production 22,1% trong tổng hợp các ngành), cho thấy chỉ “đếm sản lượng” là không đủ để tìm đúng điểm mất hiệu suất. (diva-portal.org)
Nhà máy có nên triển khai phần mềm OEE không?
Có, nhà máy nên triển khai phần mềm OEE nếu mục tiêu là kiểm soát hiệu suất thiết bị theo dữ liệu và cải tiến liên tục, vì (1) dữ liệu vận hành được chuẩn hóa theo A–P–Q, (2) khoanh vùng tổn thất theo thời gian thực, (3) tạo cơ chế ưu tiên hành động giữa sản xuất–bảo trì–chất lượng. (tulip.co)

Vì “có nên” luôn phụ thuộc điều kiện, nên điều quan trọng là xác định khi nào OEE đem lại ROI rõ—và khi nào cần chuẩn bị trước để tránh thất bại do dữ liệu sai.
Trường hợp nào triển khai OEE mang lại ROI nhanh nhất?
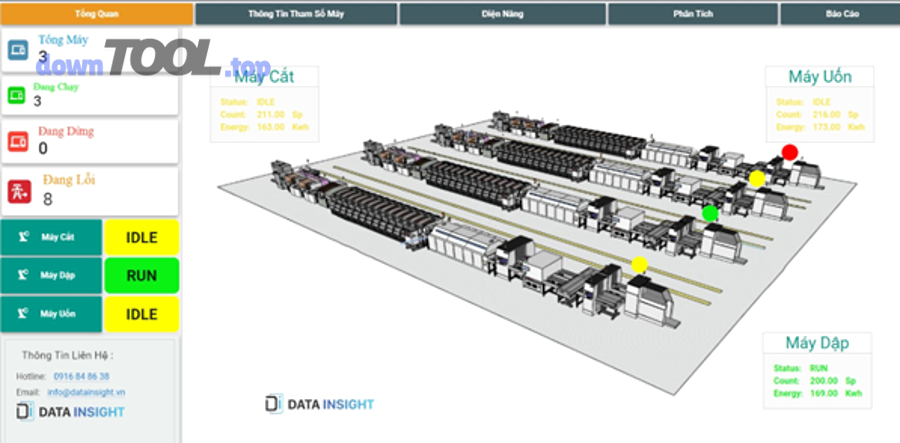
OEE mang lại ROI nhanh nhất khi bạn có dừng máy/giảm tốc/lỗi chất lượng xảy ra thường xuyên nhưng chưa được ghi nhận nhất quán; hoặc khi quản lý cần một “bảng điều khiển chung” để nhìn được tình trạng line theo ca. Một OEE dashboard đúng nghĩa là công cụ “production visibility” hiển thị điểm OEE theo thời gian thực và lý do downtime/first-pass yield để ra quyết định nhanh. (tulip.co)
Trong bối cảnh này, phần mềm giám sát sản xuất thời gian thực không chỉ hiển thị trạng thái chạy/dừng, mà còn buộc quy trình phản ứng: ai nhận cảnh báo, phản hồi trong bao lâu, xác nhận nguyên nhân theo danh mục nào—từ đó giảm “mất thời gian vô hình”.
Khi nào không nên triển khai ngay, mà cần chuẩn hóa dữ liệu trước?
Không nên triển khai ngay nếu nhà máy chưa thống nhất định nghĩa thời gian kế hoạch, chưa chuẩn hóa “machine states”, hoặc chu kỳ chuẩn (ideal cycle time) đang dùng “ước lượng” thiếu kiểm chứng—vì Performance sẽ sai ngay từ gốc.
Trong trường hợp này, hãy chuẩn hóa tối thiểu:
- Thống nhất lịch kế hoạch (Planned Production Time) theo ca/line.
- Định nghĩa trạng thái: Running, Stopped (planned/unplanned), Starved/Blocked…
- Chuẩn hóa mã lý do dừng (downtime reason codes).
Rồi mới đưa vào hệ thống để tránh “OEE đẹp nhưng không hành động được”.
Phần mềm OEE cần những tính năng nào để tối ưu hiệu suất?
Một phần mềm OEE cần tối thiểu 6 nhóm tính năng: thu thập dữ liệu tự động, tính OEE minh bạch, quản lý downtime theo lý do, dashboard thời gian thực, báo cáo phân tích tổn thất, và tích hợp hệ thống (PLC/SCADA/ERP/MES tùy mức). (evocon.com)
Vì câu hỏi này thuộc “Grouping”, nên bạn nên nhìn tính năng theo tiêu chí vận hành (đo – cảnh báo – phân tích – cải tiến) thay vì chỉ theo checklist phần mềm.

Tính năng đo lường & thu thập dữ liệu: tự động hay thủ công?
Đo lường hiệu quả nhất là kết hợp tự động + có kiểm soát thủ công: tự động lấy tín hiệu chạy/dừng, chu kỳ, sản lượng; còn thủ công dùng để xác nhận lý do dừng/loại lỗi khi cần ngữ cảnh hiện trường.
Cụ thể hơn, phần mềm nên hỗ trợ:
- Kết nối PLC/IoT để lấy Run/Stop, cycle count.
- Nhập lý do dừng nhanh (1–2 chạm), có danh mục chuẩn.
- Cơ chế chống “ghi bừa”: bắt buộc chọn nhóm nguyên nhân, ghi chú khi vượt ngưỡng thời gian.
Trong thực tế, nhiều nhà máy gắn “DownTool” như một module xử lý downtime: tự động phát hiện dừng – yêu cầu xác nhận lý do – tính MTTR/MTBF – và đẩy cảnh báo theo SLA. Nếu phần mềm OEE của bạn không có “DownTool” (hoặc tương đương), OEE thường dừng ở mức “báo cáo” chứ chưa thành “hành động”.
Tính năng phân tích nguyên nhân: dừng ở dashboard hay đi đến hành động?
Một phần mềm OEE tốt phải đi từ dashboard → drill-down → ưu tiên hành động. Lý tưởng là bạn có thể bấm từ OEE tổng xuống: line → máy → ca → khung giờ → sự kiện dừng → lý do → người xác nhận → thời gian xử lý.
Để vận hành tốt “hành động hóa dữ liệu”, phần mềm nên có:
- Pareto downtime theo lý do/thiết bị/ca.
- Trend OEE và 3 thành phần A–P–Q theo thời gian.
- Cảnh báo lệch chuẩn (ví dụ Availability tụt do dừng lặp).
- Quy trình CAPA/kaizen ticket (tối thiểu: giao việc và theo dõi trạng thái).
Chọn phần mềm OEE theo tiêu chí nào?
Chọn phần mềm OEE tối ưu theo 5 tiêu chí trọng yếu: (1) độ tin cậy dữ liệu, (2) mức độ “actionable” của phân tích, (3) khả năng tích hợp, (4) khả năng mở rộng theo nhà máy, (5) tổng chi phí sở hữu (TCO) và thời gian triển khai. (tulip.co)
Vì tiêu chí thường bị “nhiễu” bởi demo đẹp, hãy khóa tiêu chí bằng câu hỏi: phần mềm có giúp giảm tổn thất A–P–Q cụ thể theo tuần/tháng không?
Tiêu chí tích hợp: kết nối PLC/SCADA/MES/ERP đến mức nào?
Tích hợp “đến mức nào” phụ thuộc mục tiêu:
- Nếu bạn cần OEE cấp máy/line nhanh: ưu tiên kết nối PLC/IoT + cấu hình trạng thái máy.
- Nếu bạn cần truy vết lệnh sản xuất, WIP, chất lượng theo công đoạn: cần tích hợp sâu hơn và thường chạm tới phần mềm MES nhà máy.
Nhiều doanh nghiệp gọi chung là phần mềm quản lý nhà máy, nhưng thực tế kiến trúc tốt thường là “phân lớp”: OEE tập trung đo & tối ưu tổn thất thiết bị; còn MES quản lý thực thi sản xuất toàn quy trình.
Tiêu chí vận hành: ai dùng, dùng ở đâu, và phản ứng trong bao lâu?
Nếu đội vận hành không dùng được thì OEE sẽ “chết trên màn hình”. Bạn nên kiểm tra:
- Operator nhập lý do dừng trong bao lâu? (mục tiêu 10–20 giây)
- Tổ trưởng có xem được theo ca trên TV/Tablet không?
- Bảo trì có nhận cảnh báo theo dừng lặp và phân loại nguyên nhân không?
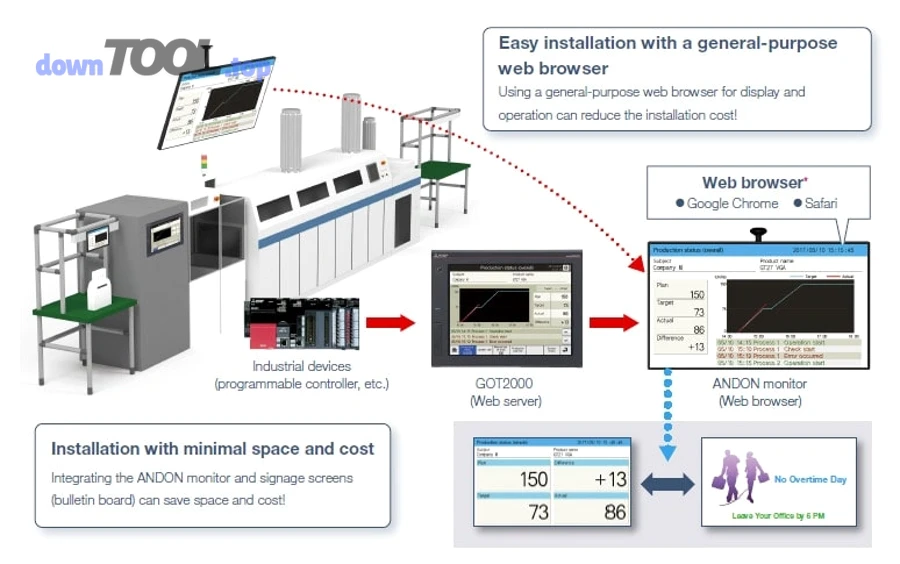
Ở đây, những bảng hiển thị trực quan kiểu Andon giúp phản ứng nhanh vì nó biến dữ liệu thành “tín hiệu hiện trường”.
Quy trình triển khai phần mềm OEE cho nhà máy (từ 0 đến vận hành ổn định)
Triển khai phần mềm OEE hiệu quả theo 6 bước: khảo sát – chuẩn hóa dữ liệu – kết nối thiết bị – thiết kế dashboard/báo cáo – chạy pilot – mở rộng và chuẩn hóa cải tiến. (tulip.co)

Vì đây là “How-to”, trọng tâm không phải là “lắp phần mềm”, mà là đưa OEE vào nhịp điều hành theo ca.
6 bước triển khai chuẩn: khảo sát, chuẩn hóa, tích hợp, đào tạo, pilot, mở rộng
- Khảo sát hiện trạng: mục tiêu OEE, điểm đau (dừng máy, giảm tốc, lỗi).
- Chuẩn hóa: planned time, machine states, ideal cycle time, danh mục downtime reason.
- Tích hợp dữ liệu: PLC/IoT, sản lượng, reject/rework; kiểm tra độ đúng.
- Thiết kế hiển thị: dashboard theo vai trò (operator/tổ trưởng/quản lý).
- Pilot 1 line: chạy 2–4 tuần, đo “độ đầy đủ lý do dừng”, hiệu quả phản ứng.
- Mở rộng & chuẩn hóa cải tiến: đưa vào daily management; chốt KPI theo A–P–Q.
Trong các nhà máy đã số hóa sâu, bước (3) và (4) thường được phối hợp với phần mềm MES nhà máy để đồng bộ lệnh sản xuất, sản lượng theo công đoạn, và truy vết. (rovisys.com)
Những lỗi triển khai phổ biến khiến OEE “đẹp nhưng vô dụng” và cách tránh
Có 3 lỗi hay gặp:
- Sai định nghĩa planned time → Availability sai, tranh cãi nội bộ.
- Ideal cycle time không chuẩn → Performance “ảo”, không biết giảm tốc thật hay do chuẩn đặt sai.
- Không khóa vòng phản ứng → dashboard chỉ để xem, không ai chịu trách nhiệm hành động.
Cách tránh là thiết kế ngay từ đầu “nhịp vận hành”: họp đầu ca nhìn top downtime, cuối ca chốt lý do dừng chưa xác nhận, tuần chốt Pareto và ticket cải tiến. Nếu có thêm lớp số hóa năng lượng, bạn có thể nối sang phần mềm quản lý năng lượng nhà máy để đánh đổi “tăng tốc” với “tăng tiêu thụ” một cách có kiểm soát.
Phần mềm OEE có phải là MES/SCADA hay thay thế được không?
Không, phần mềm OEE không phải MES/SCADA và cũng không nên coi là thay thế hoàn toàn, vì OEE tập trung đo hiệu suất thiết bị (thước đo), còn MES quản lý thực thi sản xuất (hệ điều hành sản xuất), SCADA giám sát/điều khiển tầng thiết bị. (rovisys.com)
Để tránh nhầm lẫn, hãy xem OEE như “kính hiển vi tổn thất” cho thiết bị; còn MES/SCADA là “hệ thần kinh” giúp vận hành và điều khiển.
OEE vs MES: khác nhau về mục tiêu và dữ liệu ra sao?
OEE khác MES ở mục tiêu: OEE trả lời “mất hiệu suất ở đâu và do gì”; MES trả lời “lệnh nào đang chạy, WIP ở đâu, ai làm, theo quy trình nào, chất lượng ra sao”. (rovisys.com)
Vì vậy, nếu bạn muốn vừa đo OEE vừa quản lý thực thi, hướng đúng thường là tích hợp: OEE lấy dữ liệu máy + sản lượng/quality từ MES, rồi trả insight ngược về vận hành.
OEE vs SCADA: trùng chức năng ở dashboard hay bổ trợ?
OEE và SCADA có thể “trông giống nhau” ở màn hình giám sát, nhưng khác bản chất: SCADA thiên về giám sát/điều khiển tín hiệu, cảnh báo kỹ thuật; còn OEE thiên về KPI hóa hiệu suất theo A–P–Q và phân tích tổn thất theo vận hành.
Nếu bạn đã có SCADA, bạn vẫn cần lớp OEE để:
- Chuẩn hóa planned time, machine states theo vận hành.
- Tính Performance & Quality theo chuẩn KPI.
- Phân tích downtime theo lý do và ưu tiên cải tiến.
OEE có thay thế bảng excel báo cáo sản xuất theo ca được không?
Có thể thay thế phần lớn báo cáo excel nếu hệ thống đã thu thập dữ liệu đủ và quy trình nhập lý do dừng được vận hành kỷ luật. Lợi thế là: tự động hóa, realtime, giảm sai sót nhập liệu, và có drill-down đến từng sự kiện.
Tuy nhiên, nếu nhà máy chưa chuẩn hóa dữ liệu, excel vẫn là “bước trung gian” để chuẩn hóa danh mục lý do và định nghĩa thời gian trước khi số hóa hoàn toàn.
Khi nào nên dùng OEE độc lập, khi nào cần đi kèm “nền tảng quản lý nhà máy”?
Dùng OEE độc lập khi bạn cần quick win: minh bạch hóa downtime, tạo phản ứng nhanh, nâng Availability/Performance theo line trọng điểm.
Đi kèm nền tảng lớn (thường được gọi là phần mềm quản lý nhà máy) khi mục tiêu vượt khỏi thiết bị: đồng bộ kế hoạch–thực thi–chất lượng–truy vết–bảo trì–năng lượng. Lúc đó, OEE đóng vai “trục KPI”, còn các hệ như MES/ERP/energy management cung cấp ngữ cảnh để tối ưu toàn cục.
DANH SÁCH BÀI VIẾT